Le deuxième article de Science dans le domaine de la technologie d'impression 3D en 2024 a été publié le 8 février.
venir de (un lieu)Université du Queensland, Australie(Jingqi Zhang et al,)Université de Chongqing(Ziyong Hou, Xiaoxu Huang),Université technique du DanemarkL'équipe conjointe a publié un article intitulé "Ultrauniform, strong, and ductile 3D-printed titanium alloy through bifunctional alloy design". Alliage de titane imprimé en 3D ultrauniforme, solide et ductile grace à la conception d'un alliage bifonctionnel".Alliage de titane préparé par impression 3DAvec une limite d'élasticité de 926 MPa et une ductilité de 261 TP3T, un équilibre entre résistance et ductilité est atteint.
Contexte de la rechercheDe gros grains colonnaires et des phases inégalement réparties apparaissent souvent lors de l'impression 3D de métaux, ce qui se traduit par des propriétés mécaniques inégales, voire médiocres. La recherche porte sur une stratégie de conception qui permet une approche directe pour obtenir une résistance élevée et des propriétés cohérentes des alliages de titane par impression 3D. Il a été démontré que l'ajout de molybdène (Mo) au mélange de poudres métalliques renfor?ait la stabilité des phases et améliorait l'uniformité des propriétés de résistance, de ductilité et de résistance à la traction des alliages imprimés en 3D.
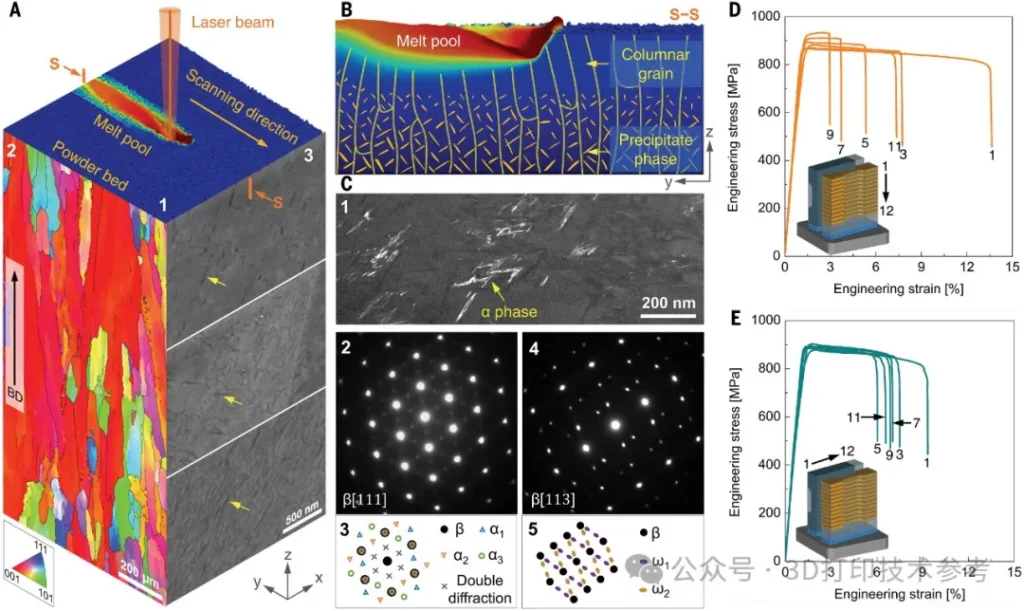
Les propriétés non uniformes des alliages métalliques imprimés en 3D s'expliquent principalement par les raisons suivantesDans un processus d'impression 3D couche par couche, typiquement avec 103-108La vitesse de refroidissement élevée de K/s crée un gradient thermique important près du bord et du fond de la piscine de fusion où la poudre de métal est fondue. Le gradient thermique induit une croissance épitaxiale des grains le long de l'interface entre le matériau nouvellement fondu et le matériau solide situé en dessous, les grains croissant vers le centre de la piscine de fusion. Les cycles de chauffage et de refonte partielle pendant l'impression multicouche conduisent finalement à la formation de gros grains colonnaires et de phases inégalement réparties, deux phénomènes indésirables car ils peuvent entra?ner une anisotropie et une dégradation des propriétés mécaniques.
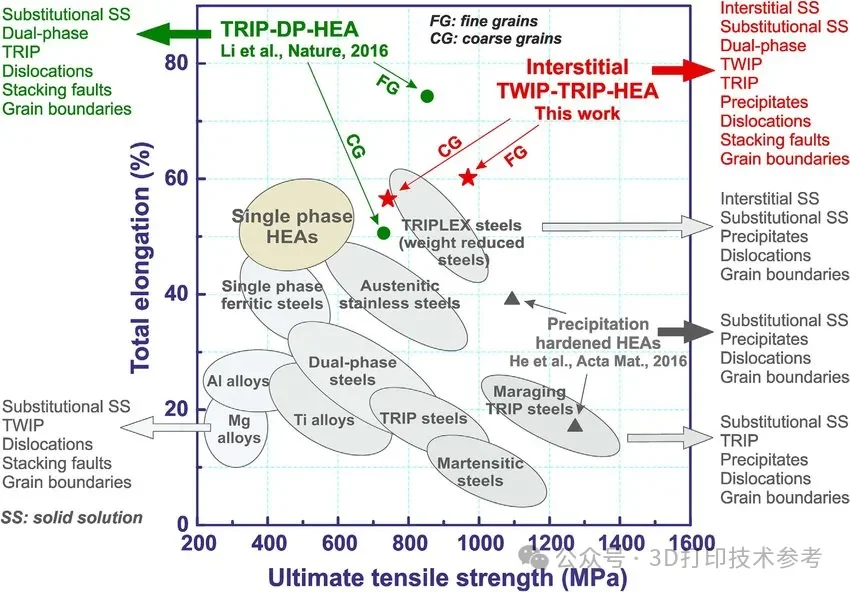
Résistance-ductilité de divers matériaux métalliques
Les alliages de titane sont l'un des matériaux d'impression 3D métalliques les plus utilisés. Dans les applications techniques à température ambiante, les alliages de titane appropriés présentent généralement un allongement à la traction de 10 à 25 %, ce qui témoigne d'une bonne fiabilité du matériau. Alors qu'une plus grande élongation (ductilité) facilite le formage et est préférable dans certaines applications, une plus grande résistance dans cette gamme d'élongation est souvent préférée pour supporter les charges mécaniques. L'équilibre entre la résistance et la ductilité a toujours d? être pris en compte dans les techniques de fabrication conventionnelles et additives pour le traitement des matériaux métalliques.
Stratégies et limites pour améliorer la résistance et la ductilité
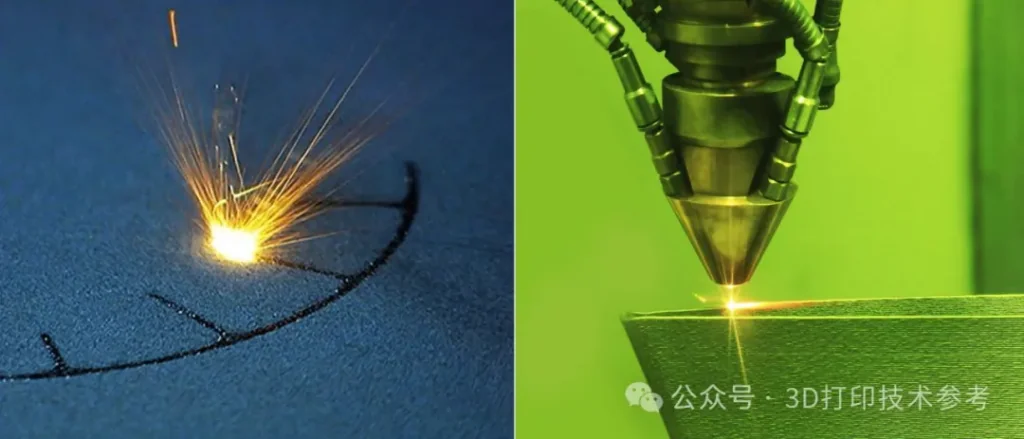
Il existe plusieurs stratégies pour améliorer la résistance et la ductilité des alliages imprimés en 3D.. Il s'agit notamment de l'optimisation de la conception de l'alliage, du contr?le du processus, du renforcement des joints de grains fins et de la modification de la microstructure des grains, mais aussi de la suppression des phases indésirables (fragiles), de l'introduction de deuxièmes phases et du post-traitement. Actuellement, la recherche visant à résoudre les problèmes des cristaux colonnaires et des phases indésirables se concentre sur le dopage in situ d'éléments pour modifier la microstructure et la composition des phases. Cette approche favorise également la formation de cristaux isométriques, c'est-à-dire de structures dont la taille des grains est à peu près égale le long des axes longitudinal et transversal. L'alliage in situ est un moyen prometteur de surmonter l'équilibre entre la résistance et la ductilité.En particulier dans les technologies d'impression 3D telles que la fusion sur lit de poudre et le dép?t d'énergie dirigée..
Les chercheurs ont étudié la morphologie des grains et les propriétés mécaniques en ajoutant différents éléments aux alliages imprimés en 3D. Par exemple, le dopage de particules nanocéramiques d'hydrure de zirconium dans des alliages d'aluminium non imprimables a permis d'obtenir des matériaux imprimables et exempts de fissures, avec une microstructure de grain équiaxiale affinée et des propriétés de traction comparables à celles des matériaux corroyés. Pour les alliages de titane, cependant, les affineurs de grains disponibles dans le commerce ont généralement un effet limité sur la structure des grains. Les mécanismes d'affinage des alliages de titane, en particulier la transition colonnaire à isométrique pendant la solidification de l'impression 3D, ont été largement étudiés, mais les limites d'efficacité demeurent. Les tentatives pour surmonter cet obstacle comprennent la variation des paramètres de traitement, les applications ultrasoniques à haute intensité, l'introduction de structures hétérogènes souhaitées par la conception de l'alliage, l'ajout de solutés en tant qu'affineurs de grains sur les sites de nucléation hétérogènes, et l'incorporation de solutés ayant une capacité de surfusion élevée. Des éléments tels que les éléments stabilisateurs β-eutectiques Cu, Fe, Cr, Co et Ni, qui limitent la solubilité dans le titane.
De nouvelles recherches conduisent à des avancées majeuresAu lieu d'utiliser des éléments stabilisateurs β-eutectiques, qui peuvent conduire à la formation d'eutectiques intermétalliques fragiles dans les alliages de titane, les chercheurs ont choisi le Mo du groupe β-homocristallin [comprenant le niobium (Nb), le tantale (Ta) et le vanadium (V)] pour le Ti-5553 (Ti-5Al-5Mo-5V-3Cr). Au cours du processus d'alliage in situ, le molybdène est transporté avec précision dans le bain de fusion et agit comme un noyau d'ensemencement pour la formation et l'affinement des cristaux au cours de chaque couche de balayage.L'additif Mo favorise la transition de grands cristaux colonnaires à de fines structures colonnaires équiaxes et étroites.Mo stabilise également la phase β souhaitée et inhibe la formation d'une hétérogénéité de phase au cours du cycle thermique.
Caractérisation de l'alliage de titane Ti-5553 dopé au Mo
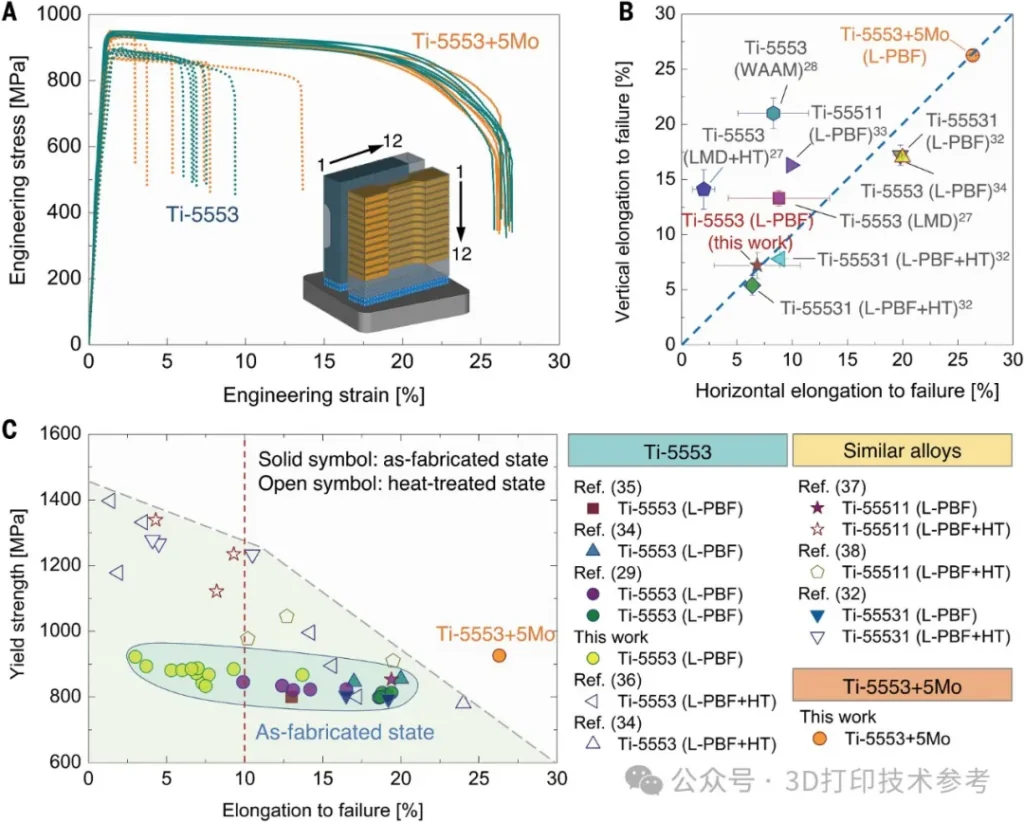
Les chercheurs ont comparé la limite d'élasticité et l'allongement à la rupture du Ti-5553+5Mo avec le Ti-5553 (ainsi que le Ti-55531 et le Ti-55511) produit à l'état L-PBF et soumis à un traitement thermique après impression. Comparé au Ti-5553 et à ses alliages similaires à l'état fabriqué, le Ti-5553+5Mo présente une limite d'élasticité comparable mais une ductilité nettement améliorée. Le traitement thermique post-impression est couramment utilisé pour équilibrer les propriétés mécaniques du Ti-5553 produit par L-PBF. Bien que des limites d'élasticité élevées (>1100 MPa) puissent être atteintes dans certaines conditions de traitement thermique, la ductilité se détériore généralement de manière significative avec un allongement à la rupture <10%, ce qui limite l'utilisation dans des applications critiques pour la sécurité. Par exemple, Ti6Al4V, le "cheval de bataille" de l'industrie du titane, a un allongement à la rupture minimum recommandé de 101 TP3 T. En revanche, sans avoir besoin d'un traitement thermique en aval, les pièces directement imprimées du matériau Ti-5553+5Mo, L-PBF, présentent un excellent équilibre entre résistance et ductilité, ce qui les distingue d'alliages similaires. En fin de compte, les chercheurs ont utilisé cette stratégie pour fabriquer des pièces en Ti-5553+5Mo.Matériau présentant une excellente uniformité des propriétés, une limite d'élasticité de 926MPa, un allongement à la rupture de 26%.
Microstructure et propriétés mécaniques de Ti-5553 produit par L-PBF
Propriétés mécaniques du Ti-5553 et du Ti-5553+5Mo produits par L-PBF
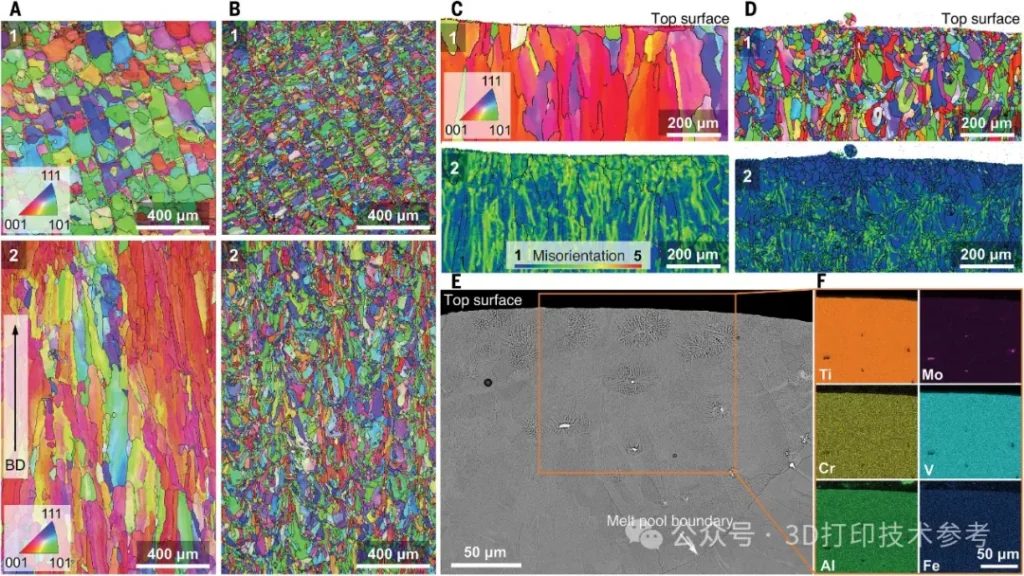
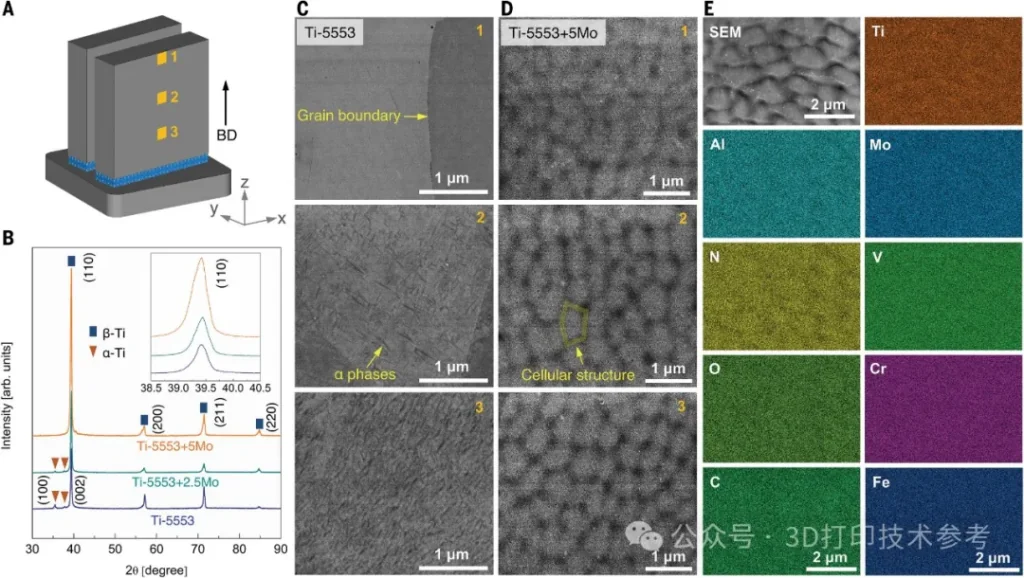
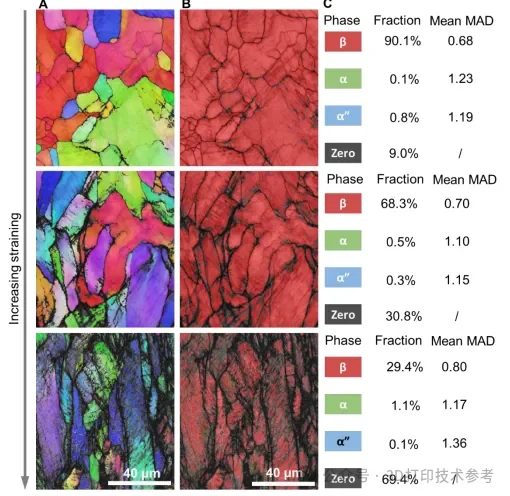
Les propriétés mécaniques de Ti-5553+5Mo étaient exceptionnellement homogènes et améliorées par rapport à Ti-5553. La tomographie informatisée microfocalisée (micro-CT) pour évaluer la qualité des pièces a révélé que les deux matériaux présentent des densités très élevées, avec des fractions de volume de pores totales de 0,004024% et 0,001589%, respectivement. Ces densités élevées suggèrent qu'il est peu probable que la porosité soit à l'origine des propriétés de traction très dispersées du Ti-55333 et sont également compatibles avec un degré élevé de cohérence dans les propriétés mécaniques du Ti-5553+5Mo. +5Mo grande cohérence des propriétés mécaniques. Afin de révéler l'effet de l'ajout de Mo sur la structure des grains, les chercheurs ont procédé à une caractérisation par diffraction par rétrodiffusion électronique (EBSD) du Ti-5553 et du Ti-5553 dopé au Mo.La microstructure du Ti-5553 se compose de grains relativement gros le long de la direction de balayage, qui présentent une forte trame cristalline. L'ajout de 5,0 wt% Mo à Ti-5553 entra?ne des changements significatifs dans la structure des grains et la structure cristalline associée. De nombreux grains fins et équiaxes (~20 μm de diamètre) sont très visibles, se formant le long des bords des pistes de balayage de Ti-5553+5Mo. En revanche, la microstructure du Ti-5553+5Mo est caractérisée par de fins grains équiaxes et des cristaux colonnaires étroits le long de la direction tectonique. Un examen plus approfondi de la microstructure révèle une distribution périodique de fins grains colonnaires. Contrairement aux cristaux en colonne fortement tissés couvrant plusieurs couches dans le Ti-5553, l'échelle de longueur des cristaux en colonne dans le Ti-5553+5Mo est déterminée par la taille du bain de fusion, et le tissage des cristaux devient aléatoire et faible.
Caractérisation microstructurale de Ti-5553 et Ti-5553+5Mo
Analyse de phase du Ti-5553 et du Ti-5553 dopé au molybdène
Caractérisation EBSD d'échantillons de fracture en Ti-55535FIN
Cependant, les chercheurs ont identifié des particules de molybdène non dissoutes dans la microstructure et leur impact potentiel est inconnu. En effet, la présence aléatoire de particules non dissoutes dans les stratégies d'alliage in situ soulève des inquiétudes quant aux propriétés mécaniques et à la corrosion. Par exemple, la fusion complète des particules d'alliage ajoutées in situ peut nécessiter une énergie plus élevée, et la surchauffe peut entra?ner des changements microstructuraux et une détérioration des propriétés mécaniques. En outre, les propriétés dynamiques de fatigue et de corrosion causées par des particules de Mo non dissoutes sont inconnues. Bien que le traitement thermique après impression puisse éliminer les particules non dissoutes, il peut modifier la microstructure, ce qui peut affecter les propriétés mécaniques.
Dans l'ensemble, la stratégie de conception proposée dans cette étude scientifique ouvre la voie à l'exploration de différentes matières premières de poudres métalliques, de différents systèmes d'alliages imprimables, de différentes techniques d'impression 3D et de l'impression multimatériaux avancée. Elle inhibe également la formation de grains colonnaires et empêche les inhomogénéités de phase indésirables. Ces problèmes sont dus à des distributions thermiques différentes, qui sont influencées par les paramètres d'impression de chaque poudre. La stratégie permet également de trouver un équilibre entre la résistance et la ductilité à l'état imprimé, minimisant ainsi le besoin de traitements post-impression, des avantages qui conduiront sans aucun doute à un boom de la recherche dans le domaine de l'impression 3D.
Adresse:No.7 Jin Yi Street, Shunyi District, Beijing, Chine
Tél : 010-62117806
Courriel : [email protected]

